Technical executive summary
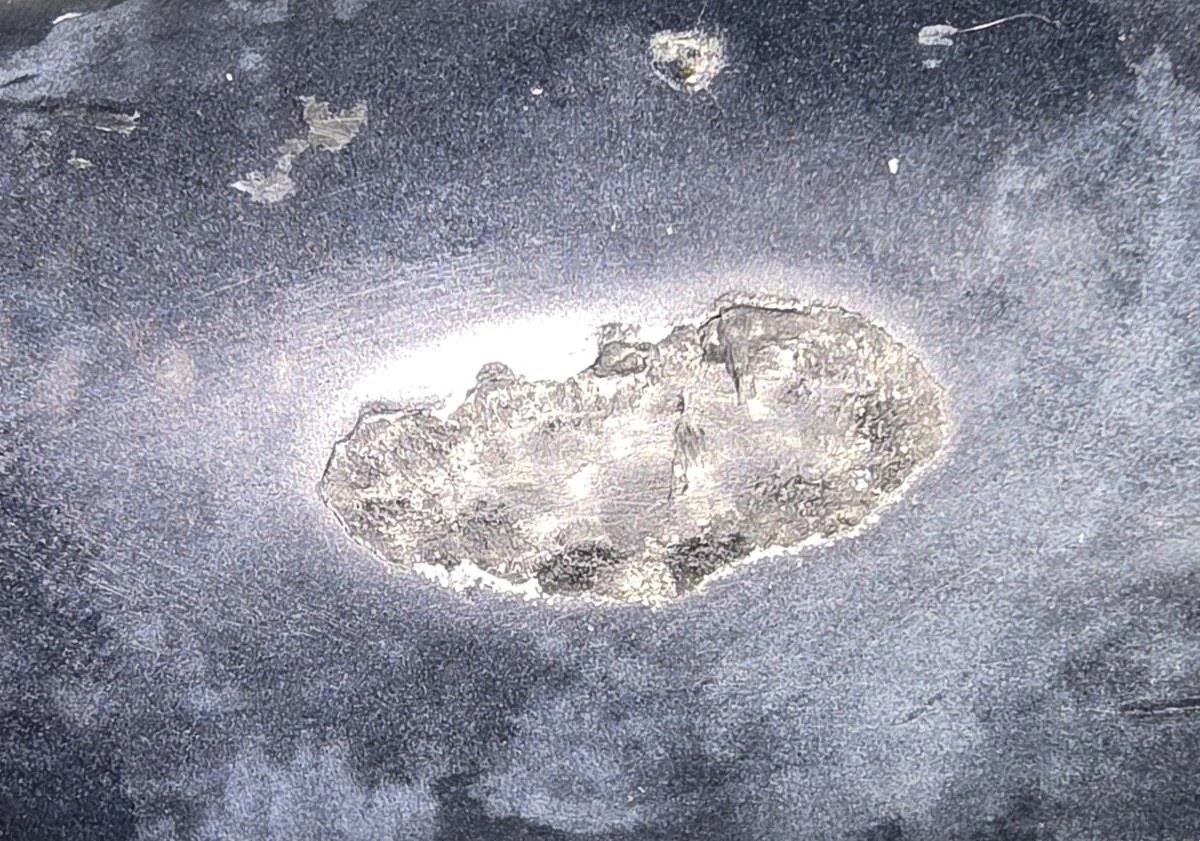
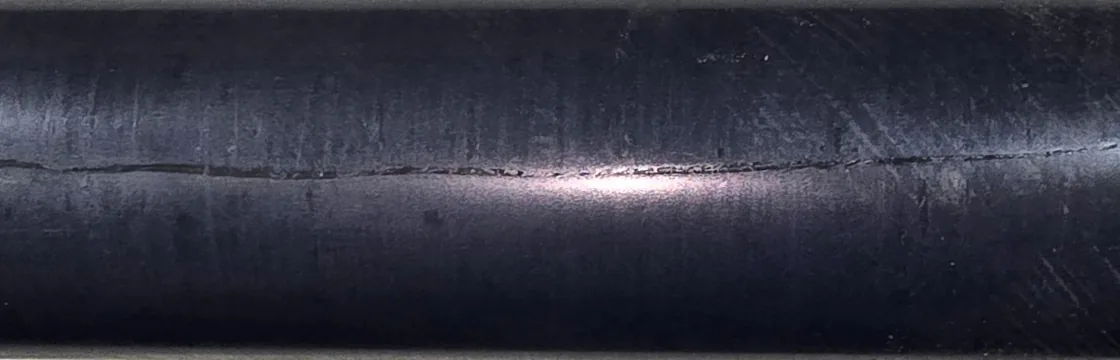
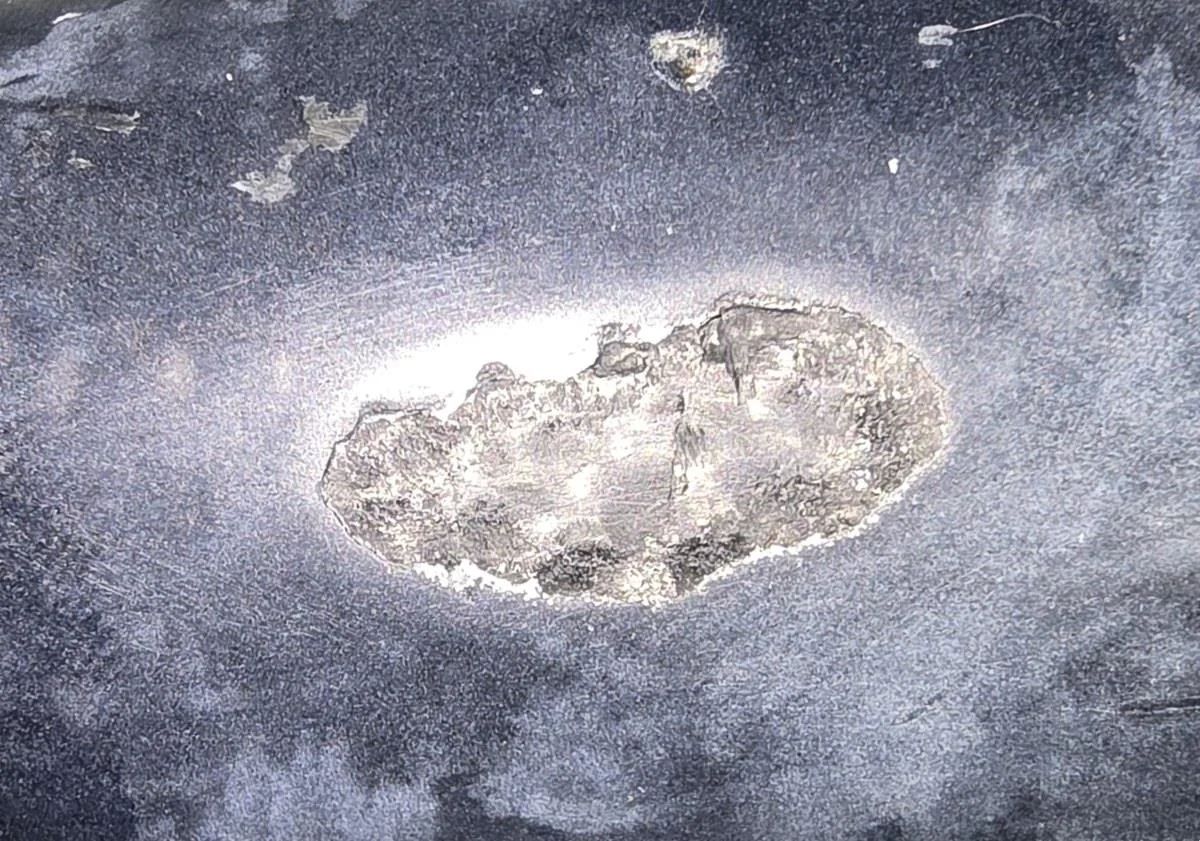
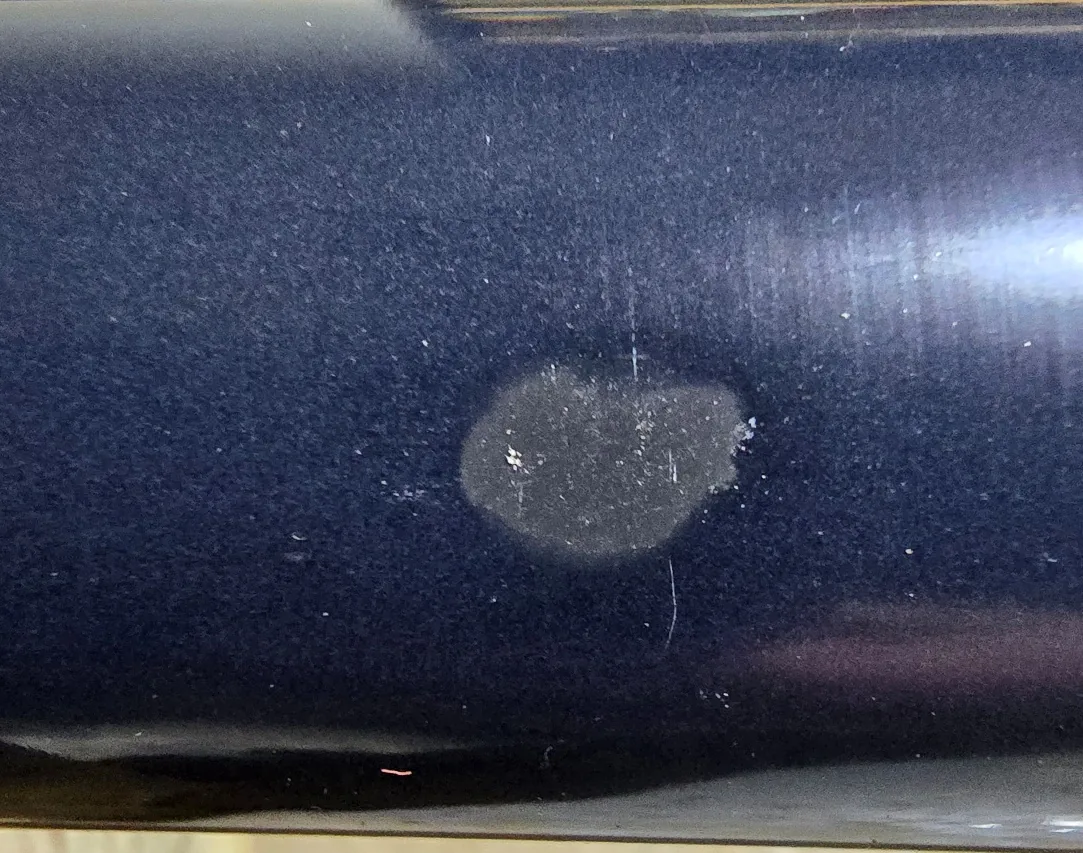
BKIC repaired two damaged carbon-fiber smoothing bars used in precision adhesive-transfer work. This was not a standard coating job. The damage involved coating breach, exposed substrate, surface defects, and dimensional concerns on a production contact surface.
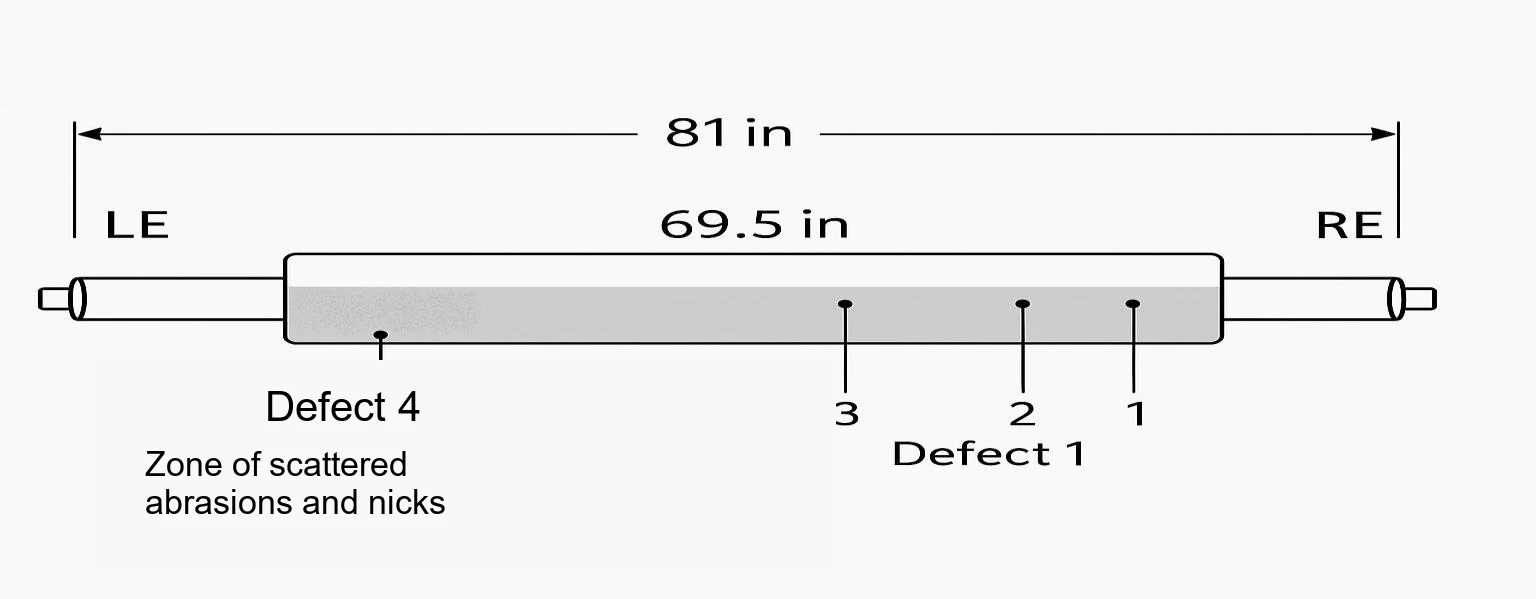
The first repair established the method: identify the surface behavior, map the defects, rebuild the damaged areas, preserve contact geometry, apply the final coating system, and document the result.
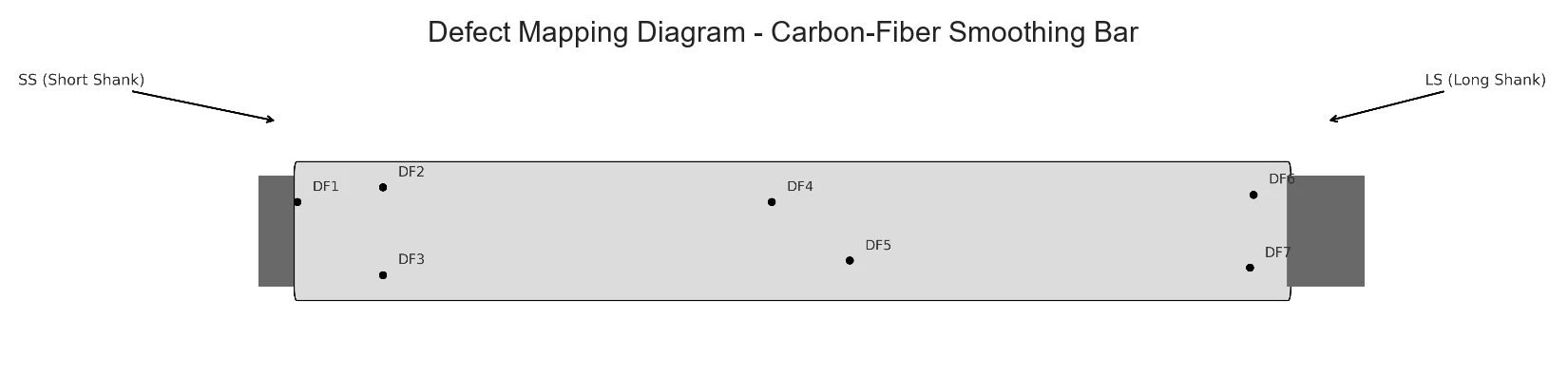
The second repair repeated that method across a separate bar with seven mapped defects and stronger dimensional proof, including a DF6 roundness correction from 0.29 mm to 0.01 mm and a DF1 correction from 0.22 mm to 0.06 mm.
Client and manufacturer names are withheld. The technical record, measurements, images, and repair logic are shown from BKIC project documentation.
Material identificationCoating behavior was tested before repair decisions were made.
Coating/substrate restorationCarbon fiber exposure shifted the job from appearance work to surface repair.
Dimensional restorationDiameter and roundness checks supported the repair outcome.
Technical documentationPhotos, defect IDs, measurements, and process notes were organized into reviewable evidence.